Tel:+86 18803173989
Tel:+86 18803173989
 Email:
Email:

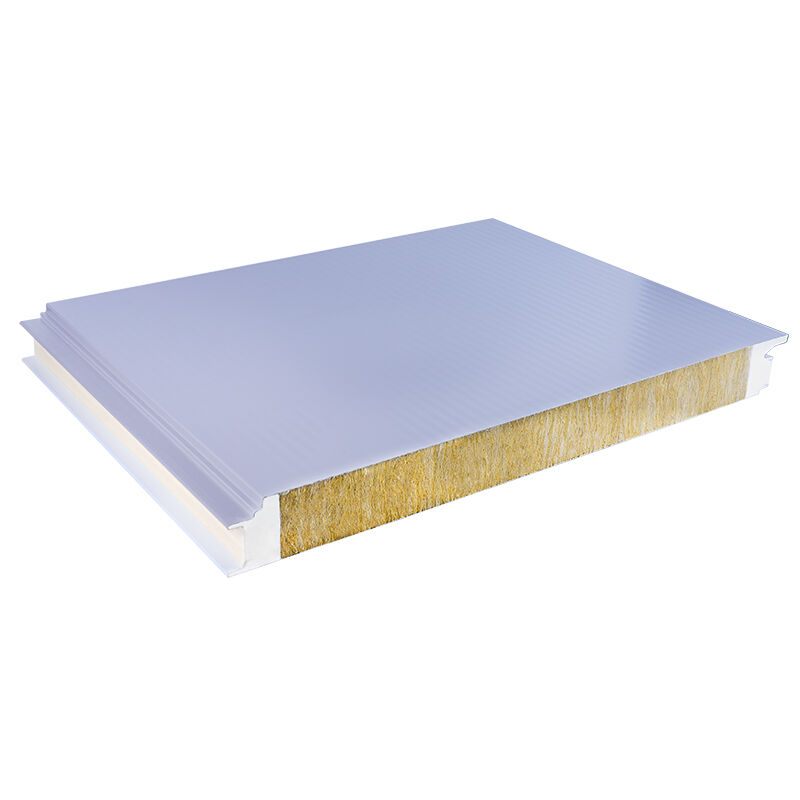
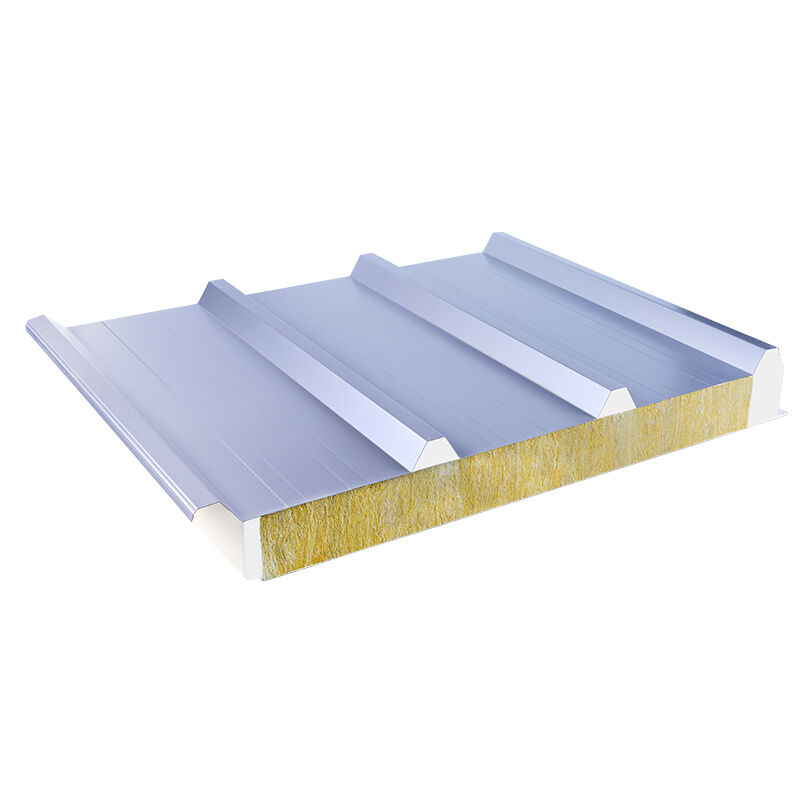
Refrigerated room panels are crucial for building temperature-sensitive rooms. They are designed for optimal insulation, eliminating transferred heat for a stabilized internal climate. Our panels prioritize energy sustainability and use updated materials that are internationally compliant with insulation regulations. The utility of our refrigerated room panels is extensive. Cold storage warehouses, food processing plants, and pharmaceutical storage are great examples. High-quality refrigerated room panels help your business high energy conservation and operational cost savings, and prolonged refrigeration. Our panels perform all the necessary and functional requirements, and contribute to the elimination of energy waste. Our panels are innovative and designed for flawless construction. They provide refrigeration with the efficiency and sustainability that meet all of your goals.

28
Aug
27
Feb
27
Feb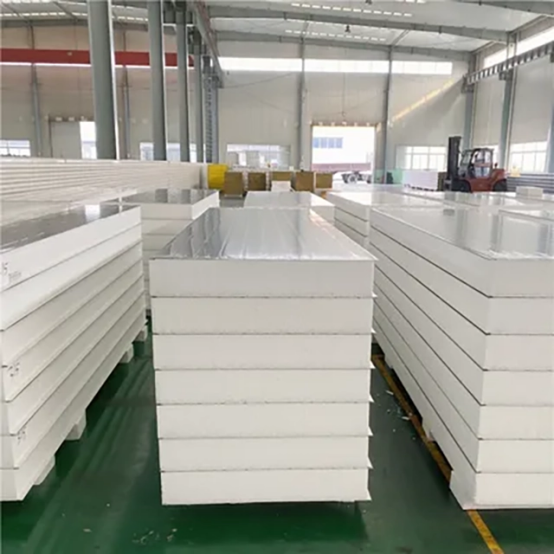
27
Mar

The factory covers an area of over 50 acres and is located in the Southern Economic Development Zone of Renqiu City, Cangzhou, Hebei Province.
North of Dashi Road,Renqiu Economic Development Zone,Cangzhou City,Hebei Province China
Copyright © 2025 by Hebei Zhongtian Weiye Technology Co.,LTD | Privacy policy